Jiangsu Baodie Automation Equipment Co., Ltd.






Produktinformatiounen
No Jore vun Fuerschung an Entwécklung a Verbesserung vun Ausrüstung fir d'Extrusioun vu medizinesche Réier hu mir eng gutt Maartbasis opgebaut a mat verschiddene bekannte Firmen am Beräich vun de medizinesche Produkter zesummegeschafft a Maschinne geliwwert, wéi zum Beispill: Fresenius Medical Care, GAMBRO Medical Products, NIPRO CORPORATION, Meditechsystem, BJD Medical, WEGO Group, TERUMO Corporation, Epic International, ITL Healthcare etc.



EisVirdeel



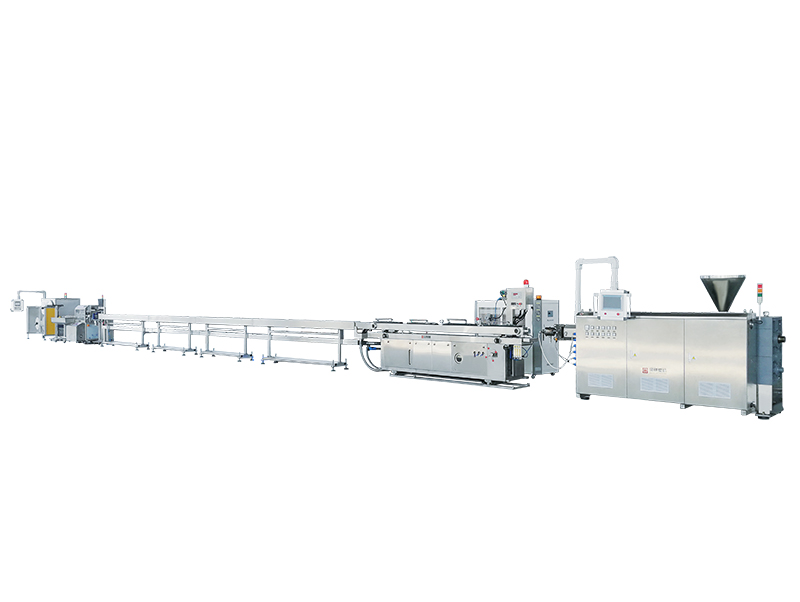
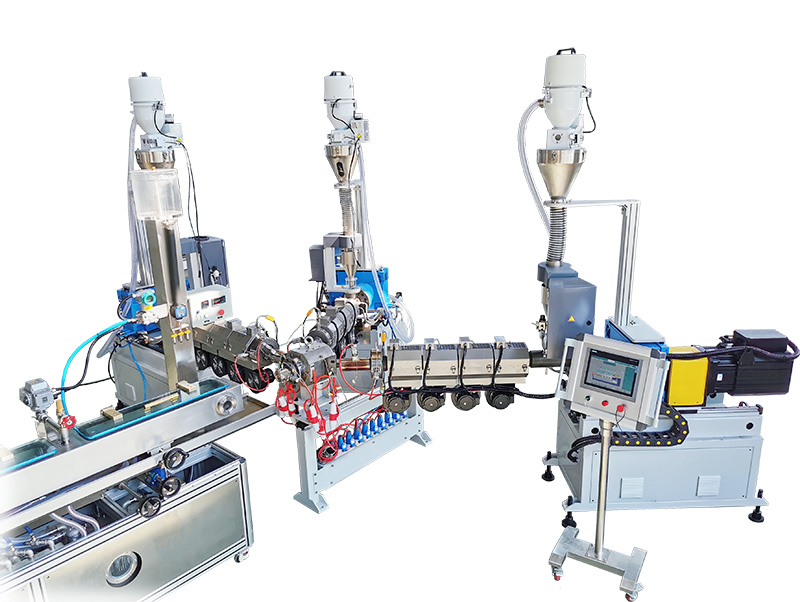
Eegeschafte vun den Ausrüstungen
- Optimal Design Schrauf- an Undriffssystem, mat exzellentem Extrusiouns- an Plastifizéierungseffekt;
- Kärstangen a Form sinn aus S136 Formstahlmaterial gemaach, wat d'Glanz an d'Korrosiounsbeständegkeet vun der bannenzeger Flossuewerfläch garantéiert. D'Struktur vun der Form benotzt den "Héichdrock-Volumetreschen Typ", deen vun eiser Firma initiéiert gouf, a kann eng stabil an héichgeschwindeg Extrusioun vum Réiermaterial mat klenge Schwankungen erméiglechen.
- Mat der neier Technologie "genau Kontroll vum schwaache Vakuum": Vakuum a Waassersystem ginn separat kontrolléiert. Op dës Manéier kënne mir de méistufege Waasserbalance-Kontrollsystem mam Vakuumsystem koordinéieren, wouduerch e stabile Vakuumgrad, Killwaasserniveau a Waasserfloss garantéiert ginn;
- Benotzt de LaserMike bidirektionalen Héichgeschwindegkeetsduerchmiessermiessungssystem fir den Duerchmiesser online ze moossen, d'Miessgenauegkeet kann ±0,001MM erreechen;
- Den Zéihapparat benotzt en importéierten, méischichtege Komposit-Tragriemen (am Aklang mat de medizinesche Hygiène-Ufuerderungen), mat enger héichpräziser Roll an engem SERVO-Motorundriff, deen eng héich Stabilitéit beim Zéien bitt;
- De Schneider ass mat enger rotéierender Messerarmstruktur aus Aluminiumlegierung mat gerénger Trägheet ausgestatt, déi vun engem Servo-System ugedriwwe a gesteiert gëtt, wat eng héich Geschwindegkeet an eng héich Genauegkeet vum Schnëtt erméiglecht. Mat enger programméierbarer Mitsubishi PLC vun der Japan an enger SIEMENS Mënsch-Computer-Interface kann de Schneider kontinuéierlech Schnëtt, Zäitschneiden, Längtenzielen etc. realiséieren. D'Schnëttlängt kann fräi agestallt ginn, automatesch Zielen.
Basis Technesch Parameter vun Extrusiounslinn
| Modell | VeraarbechtungsrouerDuerchmiesserberäich (mm) | SchraufDuerchmiesser (mm) | L/D | HaaptmotorLeeschtung (kW) | Kapazitéit(Kg/Stonn) |
| SXG-30 | 0,2~3,0 | 30 | 25-28 | 3,7/5,5 | 5-10 |
| SXG-45 | 1,5~8,0 | 45 | 25-28 | 15. November | 24-38 |
| SXG-50 | 2.0~12.0 | 50 | 28-30 | 15/18.5 | 30-45 |
| SXG-65 | 3,0~16,0 | 65 | 28-30 | 30/37 | 55-80 |
| SXG-75 | 4,0~25,0 | 75 | 28-30 | 37/45 | 70-110 |
Produktiounsstatus fir Referenz
| OD(mm) | Produktiounsgeschwindegkeet(m/Min) | Kontrollpräzisioun≤mm |
| ≤1.0 | 100-180 | ±0,01 |
| ≤3,3 | 60-160 | ±0,02 |
| ≤4,5 | 45-160 | ±0,04 |
| ≤5,3 | 40-120 | ±0,05 |
| ≤7.0 | 35-80 | ±0,06 |
| ≤9,3 | 25-40 | ±0,07 |
| ≤12,0 | 16-35 | ±0,10 |
Längtpräzisiounsstandard
| Schnëttlängt | ≤50mm | ≤300mm | ≤1000mm |
| Kontrollpräzisioun | ±0,5 mm | ±1,0 mm | ±2,0 mm |