Jiangsu Baodie Automation Equipment Co., Ltd.






Produktinformatiounen
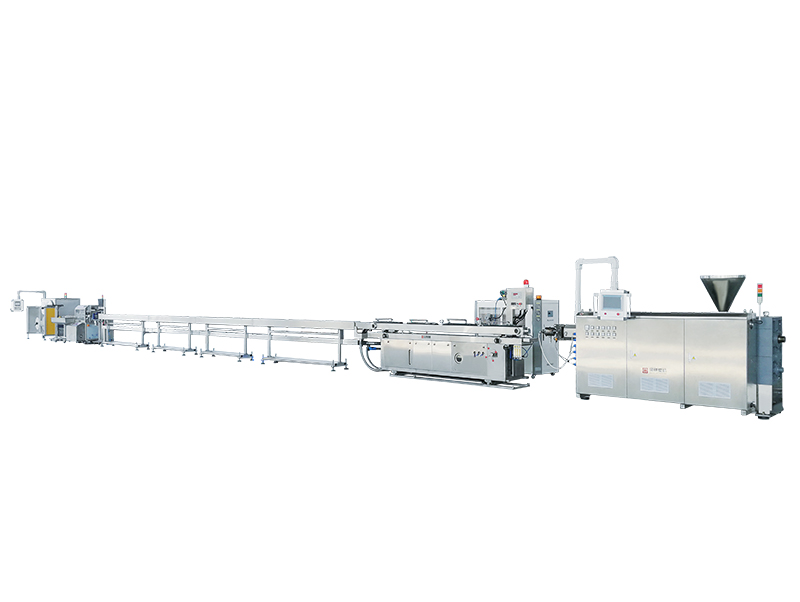
Baséierend op räicher praktescher Erfahrung a japanescher Technologie hu mir déi drëtt Generatioun vun der PA-Präzisiounsrohrextrusiounslinn entwéckelt, déi vun eise Clienten aus dem In- an Ausland wäit akzeptéiert gouf.
Eis Endbenotzer: CHINAUST Group, Sanoh Industrial, Arkema, HUATE Group, etc.

EisVirdeel




Ausrüstungsfeatures
- D'PA (Nylon) Schrauf ass eng DSBM-T MADDOCK Barrier-Mëschförderschrauf, déi sech perfekt un d'PA-Material upasse kann, dat eng héich thermesch Empfindlechkeet, Flëssegkeet a Schmelzviskositéit huet, wat eng eenheetlech Plastifizéierung an eng héich Leeschtungseffizienz garantéiert;
- Kärstangen a Formen sinn aus schweedeschem "ASSAB" S136 Formstahl hiergestallt, präzis geschleeft, wat d'Glanz an d'Korrosiounsbeständegkeet vun der interner Fléissfläch garantéiert. D'Struktur vun der Form benotzt den "Héichdrock-Volumetreschen Typ", deen vun eiser Firma initiéiert gouf, a kann eng stabil an héichgeschwindeg Extrusioun fir d'Röhrmaterial mat klenge Schwankungen garantéieren.
- Mat der neier Technologie vun der "automatescher präziser Vakuumkontroll": Vakuum a Waassersystem ginn separat kontrolléiert. Op dës Manéier kënne mir de Waasserbalance-Kontrollsystem op verschiddene Niveauen mam Vakuumsystem koordinéieren, wat e stabile Vakuumgrad, Killwaasserniveau a Waasserfloss garantéiert.
- Héichleistungs-Laser-Miessungssystem, dat eng zougemaachte Feedbackkontroll bildt an d'Duerchmiesserofwäichung online eliminéiert;
- Zéimaschinn mat engem méischichtege verschleissbeständege Synchronriemen ausgestatt, ouni Gleitphänomen. Héichpräzis Rollenundriffstraktioun, YASKAWA Servo-Undriffssystem oder ABB AC-Undriffssystem erméiglechen en extrem stabilt Zéien.
- Baséierend op engem Servo-Undriffssystem, enger programméierbarer Mitsubishi PLC vu Japan an enger SIEMENS Mënsch-Computer-Interface, kann de Schneider präzis kontinuéierlech Schnëtt, Zäitschneiden, Längtenzielen etc. realiséieren. D'Schnëttlängt kann fräi agestallt ginn, an d'Schnëttzäiten kënnen automatesch agestallt ginn, wat mat verschiddene Schnëttufuerderunge vu verschiddene Längt gerecht ka ginn.

Stierwen

Kalibratiounshülse

Vakuum-Kühltank

Lasermesser

Zéiher a Schneider

Sammelbehälter

Wickmaschinn
Haapttechnesch Parameter
| Modell | Duerchmiesserberäich vum Prozessrohr (mm) | Schraufdurchmesser (mm) | L/D | Haaptleistung (kW) | Leeschtung (kg/h) |
| SXG-45 | 3,0~12,0 | 45 | 30 | 15 | 18-30 |
| SXG-50 | 3,0~16,0 | 50 | 30 | 18,5/22 | 28-45 |
| SXG-65 | 3,0~20,0 | 65 | 30 | 37/45 | 55-85 |
| SXG-75 | 3,0~20,0 | 75 | 30 | 55/75 | 80-110 |
Spezifikatioun vu PA klenger Röhre a Produktiounsstatusreferenz
| Duerchmiesser (mm) | Produktiounsgeschwindegkeet(m/Min) | Duerchmiesserkontrollgenauegkeet(≤mm) |
| 4.0 | 80-100 | ±0,05 |
| 6.0 | 60-80 | ±0,05 |
| 8.0 | 40-50 | ±0,08 |
| 10.0 | 25-40 | ±0,08 |
| 12.0 | 16-30 | ±0,10 |
| 14.0 | 12-20 | ±0,10 |
| 16.0 | 10-15 | ±0,12 |
Referenz fir Schnëttgenauegkeet
| Schnëttlängt | ≤50mm | ≤500mm | ≤1000mm | ≤2000mm |
| Schnëttgenauegkeet | ±0,5 mm | ±1,0 mm | ±2,0 mm | ±3,0 mm |
MÉI
Verwandte Produkter
-

PA/PE/PP/PVC Héichgeschwindegkeet Eenzelwand Wellpapp ...
-

Präzisiounsmedizinesch Réierextrusiounslinn
-

Präzisiouns-Extrusiounslinn fir kleng Duerchmiesser-Röhren/Päifen
-
Héichgeschwindegkeet PVC medizinesch Röhre-Extrusiounslinn
-

PU (Polyurethan) Präzisiounsröhrenextrusiounslinn
-

Präzisiounsfluorplastikröhrenextrusiounslinn